numero Sfoglia:399 Autore:Editor del sito Pubblica Time: 2024-06-21 Origine:motorizzato

Il taglio è il processo di taglio di una lamiera in strisce o blocchi prima della produzione della bobina.

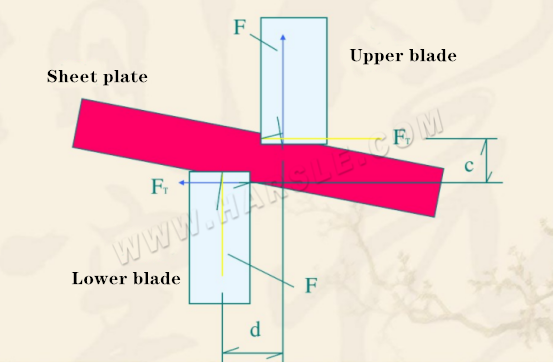
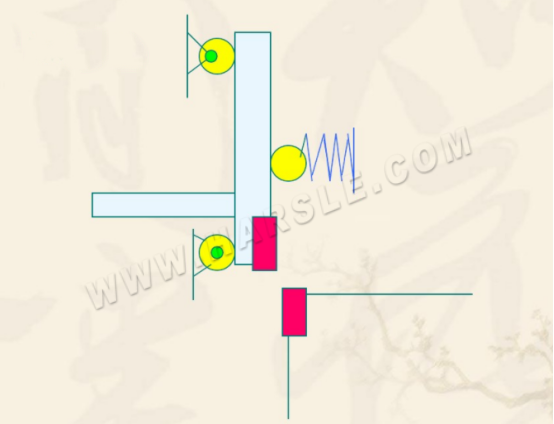
Diagramma schematico del processo di taglio
1—lama superiore; 2—fogli; 3—lama inferiore
● Quando viene eseguita la cesoiatura, le forbici sono fisse, le forbici superiori si muovono verso il basso e quando inizia il taglio, la lama delle forbici superiori preme il foglio e una coppia di forza di taglio F e coppia corrispondente Fd forzano il foglio foglio tranciato per ruotare, ma sarà sottoposto al processo di rotazione. Il lato della forbice blocca la coppia di spinte laterali FT ed il corrispondente momento FTc nell'altro piano della forbice. La direzione impedisce la rotazione del foglio. Quando inizia il taglio, l'angolo della lamiera aumenta con l'aumentare della profondità di rientranza. E aumenta anche la coppia FTc, quindi il tagliente viene premuto fino ad una certa profondità e si ha Fd = FTc, quindi il taglio il materiale non ruoterà finché non verrà tagliato sotto la forza di taglio.
● Questo tipo di attrezzatura per il taglio delle lamiere è chiamata cesoia.

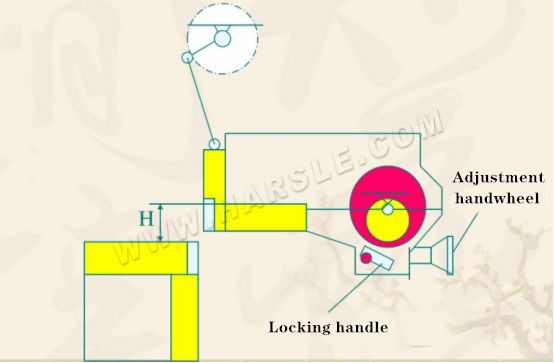
La cesoia ordinaria è generalmente costituita da fusoliera, sistema di trasmissione, portautensili, pressore, blocco anteriore, blocco posteriore, dispositivo di alimentazione, dispositivo di regolazione della distanza tra le lame, dispositivo di linea di illuminazione, dispositivo di lubrificazione, controllo elettrico dispositivo, ecc. I cui componenti principali sono strutturati come segue.

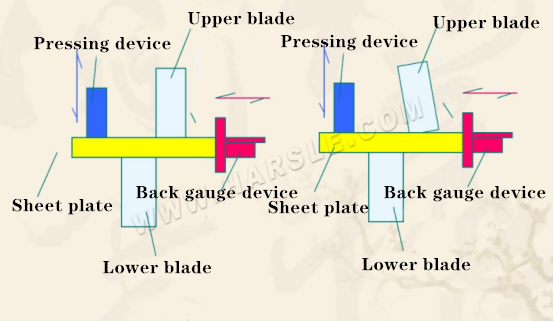
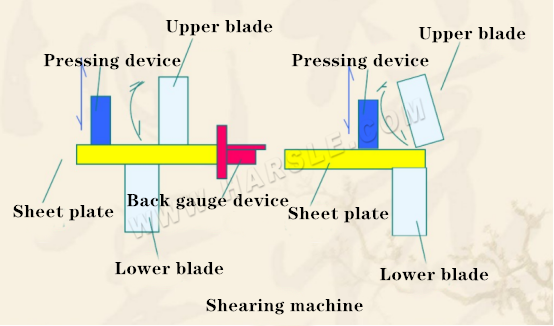
a) Cesoia a ghigliottina b) Cesoia inclinabile in avanti c) 、 d) Cesoia oscillante
1—lamiera 2—pressore 3—lama superiore 4—dispositivo registro posteriore 5—lama inferiore
La fusoliera è generalmente composta da colonne sinistra e destra, tavoli di lavoro, travi e simili.
La fusoliera è divisa in una struttura combinata di fusione e una struttura complessiva saldata.
La fusoliera della struttura di assemblaggio in fusione utilizza principalmente fusioni e i componenti sono collegati tra loro da prigionieri e perni.
La struttura di questa fusoliera è pesante, la rigidità è scarsa e anche il lavoro di lavorazione della superficie articolare è ampio.
Rispetto alla struttura di fusione, la struttura saldata complessiva presenta i vantaggi di una qualità del corpo più leggera, di una buona rigidità e di una facile lavorazione.
Allo stato attuale, la fusoliera con struttura saldata in lamiera d'acciaio integrata è in aumento.
⑴Lo spessore, le proprietà del materiale e la forma della lamiera di taglio devono essere coordinati con il metodo di taglio e l'attrezzatura di taglio e non devono essere violati.
⑵Prima di tagliare, regolare la distanza della lama in base allo spessore del foglio e controllare se il tagliente è affilato.
⑶Regolare il dispositivo di bloccaggio del materiale in base alle dimensioni della piastra di taglio. Una volta superato il test, serrare le viti e controllarle e regolarle nella produzione in serie.
⑷Prima di utilizzare la cesoia, controllare che la frizione, i freni e i dispositivi di sicurezza della macchina siano normali.
⑸In caso di utilizzo da parte di più persone, è necessario coordinarsi e rispettare le procedure operative sicure.
Dopo la cesoia, la cesoia dovrebbe garantire la rettilineità e il parallelismo della superficie tagliata della lamiera tagliata e ridurre al minimo la distorsione della lamiera per sostituire il pezzo. La lama superiore della cesoia è fissata sul portautensile e la lama inferiore è fissata sul tavolo di lavoro. Sul banco di lavoro è montata una sfera di sostegno in modo che la lamiera non si graffi quando vi scorre sopra. Il registro posteriore viene utilizzato per il posizionamento della lamiera e la posizione viene regolata dal motore. Il cilindro pressore serve a comprimere la lamiera per evitare che la lamiera si sposti durante la cesoiatura. Il guardrail è un dispositivo di sicurezza per prevenire incidenti. Il viaggio di ritorno è generalmente a base di azoto, che è veloce e ha un impatto minimo.
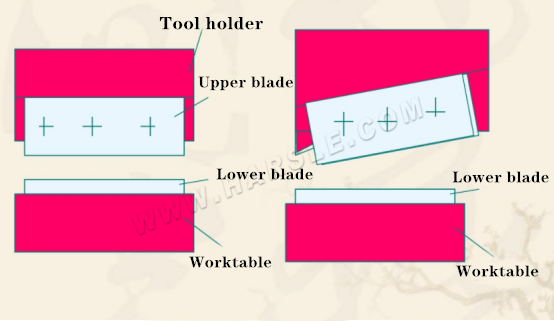
La lama piatta viene tagliata e la lamiera è a contatto con l'intera lunghezza dei taglienti superiore e inferiore. La forza di taglio è elevata, il consumo energetico è elevato, la vibrazione è elevata, ma la qualità di taglio è buona, diritta e senza distorsioni. Il taglio a lama piatta viene utilizzato principalmente per piccole cesoie e per il taglio di lamiere sottili e sono presenti molte trasmissioni meccaniche.
Il taglio del bordo obliquo è progressivo, la dimensione di taglio istantanea è inferiore alla larghezza della piastra e i bordi taglienti superiore e inferiore presentano angoli di taglio (0,5-4°). Alcune cesoie idrauliche sono regolabili, in relazione alla forza di taglio e alla corsa di taglio. La qualità non è buona come quella della cesoia a lama piatta, c'è distorsione, ma la forza di taglio è ridotta e viene utilizzata in cesoie grandi e medie.
La cesoia si divide in due tipologie in base alla modalità di movimento del portautensile: lineare ed oscillante. La lama lineare è rettangolare, quadrilatera, resistente e la distanza del tagliente deve essere regolata.
Guida di rotolamento a tre punti
Il portautensile della cesoia a pendolo oscilla attorno a un punto, la rugosità della sezione è piccola, la precisione dimensionale è elevata, la fessura è perpendicolare al piano della piastra e il portautensile è un componente di tipo scatolare:
Modello di esempio: QC11K-6*2500
● Cesoia idraulica QC11K:
La cesoia è divisa in tipo lineare e tipo oscillante in base alla modalità di movimento del portautensile. La struttura lineare è relativamente semplice (come un cancello, quindi è anche chiamata tipo cancello). È facile da produrre, la sezione della lama è rettangolare e i quattro lati possono essere utilizzati come lama, quindi è più resistente. Il portautensile della cesoia oscillante oscilla attorno ad un punto fisso durante la cesoiatura. Il vantaggio è che l'attrito e l'usura tra i taglienti superiore e inferiore è ridotta, la deformazione della lama è ridotta e la precisione di taglio è elevata.
| Modello | Tosatura Spessore (mm) | Spaventoso Larghezza (mm) | Colpo Volte (tagli/min) | Calibro posteriore Suonò (mm) | Tosatura Pescatore(°) | Principale Energia (KW) | Complessivamente Dimensions (L×L×A)(mm |
| 6×2500 | 6 | 2500 | 16~35 | 20~600 | 30'~1°30 | 7.5 | 3200×1500×2100 |
| 6×3200 | 6 | 3200 | 14~35 | 20~600 | 30'~1°30 | 7.5 | 3900×1580×2150 |
| 6×4000 | 6 | 4000 | 10~30 | 20~600 | 30'~1°30 | 7.5 | 4700×1650×2250 |
| 6×5000 | 6 | 5000 | 10~30 | 20~800 | 30'~1°30 | 11 | 5700×1800×2380 |
| 6×6000 | 6 | 6000 | 8~25 | 20~800 | 30'~1°30 | 11 | 6700×2000×2650 |
| 8×2500 | 8 | 2500 | 14~30 | 20~600 | 30'~2° | 11 | 3200×1550×2150 |
| 8×3200 | 8 | 320 | 12~30 | 20~600 | 30'~2° | 11 | 3950×1750×2350 |
| 8×4000 | 8 | 4000 | 10~25 | 20~600 | 30'~2° | 11 | 4700×1800×2480 |
| 8×5000 | 8 | 5000 | 10~25 | 20~800 | 30'~2° | 15 | 5700×1950×2600 |
| 8×6000 | 8 | 6000 | 8~20 | 20~800 | 30'~2° | 15 | 6700×1980×2650 |
| 12×2500 | 12 | 2500 | 12-25 | 20~800 | 30'~2° | 15 | 3250×1680×2250 |
| 12×3200 | 12 | 320 | 12~25 | 20~800 | 30'~2° | 15 | 3980×1800×2550 |
| 12×4000 | 12 | 4000 | 8~20 | 20~800 | 30'~2° | 15 | 4800×1950×2650 |
| 12×5000 | 12 | 5000 | 8~20 | 20~1000 | 30'~2° | 22 | 5800×2150×2700 |
| 12×6000 | 12 | 6000 | 6~20 | 20~1000 | 30'~2° | 30 | 6800×2450×2900 |
| 16×2500 | 16 | 2500 | 12~20 | 20-800 | 30'~1°30° | 22 | 3280×1830×2520 |
| 16×3200 | 16 | 3200 | 12~20 | 20~800 | 30'~1°30° | 22 | 3950×1950×2650 |
| 16×4000 | 16 | 4000 | 8~15 | 20~800 | 30'~1°30° | 22 | 4800×1970×2700 |
| 16×5000 | 16 | 5000 | 8~15 | 20~1000 | 30'~1°30° | 30 | 5800×2250×2870 |
| 16×600 | 16 | 6000 | 6~15 | 20~1000 | 30'~1°30° | 37 | 6800×2450×3150 |
| 20×2500 | 20 | 2500 | 10~20 | 20~800 | 30'~3° | 30 | 3400×2260×2520 |
| 20×3200 | 20 | 3200 | 10~20 | 20~800 | 30'~3° | 30 | 4100×2300×2700 |
| 20×4000 | 20 | 4000 | 8~15 | 20~800 | 30'~3° | 30 | 4900×2500×2880 |
| 20×5000 | 20 | 5000 | 8~15 | 20~1000 | 30'~3° | 37 | 5900×2750×2980 |
| 20×6000 | 20 | 6000 | 6~15 | 20~1000 | 30'~3° | 37 | 6900×2850×3200 |
| 25×2500 | 25 | 2500 | 8~15 | 20~800 | 30'~3° | 37 | 3420×2400×2650 |
| 25×3200 | 25 | 3200 | 8~15 | 20~800 | 30'~1°30° | 37 | 4150×2500×2750 |
| 25×4000 | 25 | 4000 | 6~12 | 20~100 | 30'~1°30° | 37 | 4900×2600×2950 |
| 30×2500 | 30 | 2500 | 8~12 | 20~1000 | 30'~1°30° | 55 | 3450×2600×2750 |
| 30×3200 | 30 | 3200 | 8~12 | 20~1000 | 30'~4° | 55 | 4150×2700×2850 |
| 30×4000 | 30 | 4000 | 8~12 | 20~1000 | 30'~4° | 55 | 4900×2900×3100 |
| 40×2500 | 40 | 2500 | 4~10 | 20~1000 | 30'~4° | 55 | 4000×2950×3150 |
| 40×3200 | 40 | 3200 | 4~10 | 20~1000 | 30'~4° | 55 | 4900×3050×3680 |
●Tabella di funzionamento dell'elettrovalvola e requisiti tecnici

requisito di competenze
● La pressione di esercizio massima del sistema idraulico è 18Pa e la pressione della valvola di sicurezza (4) è regolata su 18MPa.
● L'accumulatore (17) è riempito con una pressione di azoto di 3-5 MPa e la valvola a sfera (14, manometro 16) ha una pressione dell'olio di 8-14 MPa (regolata in base allo stato di ritorno dell'utensile).
● Il normale intervallo di temperatura dell'olio di funzionamento del sistema è compreso tra 10 e 60 gradi.
● L'impianto idraulico utilizza il mezzo di lavoro olio idraulico antiusura L-HM46.
● Requisiti di pulizia del sistema idraulico NAS11
●Modello di parti idrauliche

●Sistema idraulico della cesoia

●Avvio della pompa dell'olio e riempimento dell'olio
Innanzitutto, chiudere la valvola del cilindro a sfera 11 e allentare la valvola di sicurezza principale 4 in senso antiorario per avviare il motore della pompa dell'olio, il nucleo della valvola dell'elettrovalvola manuale YV11, regolare il volantino della valvola di sicurezza principale 4 in senso orario e osservare la valvola principale valore del manometro, la pressione verrà bloccata dopo essere stata regolata alla pressione specificata dal sistema a 17 MPa. Quindi ruotare l'interruttore 'riempito d'olio' sul pannello operativo in posizione 'on', le elettrovalvole YV1, YV2, e YV4 vengono energizzati, la cesoia viene riempita di olio, il portautensile scende fino al punto finale inferiore e la valvola a sfera 14 viene aperta per il riempimento di olio. Durante il processo osservare il valore della pressione nell'accumulatore il manometro 16 sale da 8 a 14 MPa (a seconda della velocità di ritorno del portautensile), chiudere la valvola a sfera 14, quindi ruotare l'interruttore 'riempito d'olio' sulla posizione 'spento'. La staffa superiore dell'interruttore a pedale inferiore 'su' è sollevata posizione del punto morto superiore, il lavoro di riempimento dell'olio è completato, la valvola a sfera 11 della bombola di pressione viene aperta e la macchina può entrare nel funzionamento normale.
fermare
Quando l'elettrovalvola YV11 è diseccitata, l'olio idraulico proviene dalla pompa dell'olio → valvola di troppopieno → ritorna al serbatoio del carburante. A questo punto il portautensili non funziona.
Quando l'interruttore a pedale è 'giù', l'elettrovalvola YV1 viene eccitata e l'olio idraulico viene reimmesso nel serbatoio attraverso l'elettrovalvola; la pompa dell'olio viene scaricata attraverso le valvole 10, 12 nella camera superiore del cilindro 18, e l'olio nella camera inferiore del cilindro 18 entra nel cilindro. Nella camera superiore 19, la camera inferiore del cilindro 19 entra nell'accumulatore 17 per formare un passaggio dell'olio in serie; l'altro olio entra nel cilindro a pressione 7 attraverso la valvola a sfera 11. In questo momento, il cilindro della pressa si sposta verso il basso per pressare il pezzo. All'aumentare della pressione il corpo portautensile vince la forza di sostegno della camera inferiore del cilindro 19 e si sposta verso il basso il punto morto inferiore. L'interruzione di corrente YV1 e YV2 termina. La pressione di esercizio della linea dell'olio è controllata dalla valvola di sicurezza 4 e il valore della pressione viene letto dal manometro 9. Quando si preme l'interruttore a pedale 'su', la pompa dell'olio viene restituito al serbatoio dell'olio attraverso la valvola di troppopieno 4, in questo momento YV3 viene energizzato, il portautensili viene restituito sotto l'azione dell'accumulatore e il cilindro di pressione è sotto l'azione della molla, in cui passa l'olio attraverso la valvola 6. La valvola 10 viene restituita al serbatoio del carburante e il portautensile viene sollevato al punto morto superiore per completare l'intero processo di taglio.
Quando si pulisce il sistema idraulico, per evitare l'iniezione di olio! La valvola a sfera inferiore 14 dell'accumulatore deve essere prima aperta e rilasciata per far cadere il portautensile e poi ispezionata. Una volta completata la revisione, seguire quanto sopra istruzioni per 'Avvio della pompa dell'olio e riempimento dell'olio'.
● Rumore della pompa dell'olio
La pompa dell'olio ha una grande resistenza all'assorbimento dell'olio. Controllare la porta di aspirazione, il filtro e rimuovere l'ostruzione.
Il livello dell'olio è basso. Riempire il serbatoio lungo la linea centrale del finestrino dell'olio.
La viscosità dell'olio è elevata. Sostituire il fluido idraulico.
La temperatura dell'olio è troppo bassa. Avviare la pompa dell'olio al minimo per un po' per riscaldarla o installare il riscaldatore
● La velocità di taglio è troppo lenta
La pompa dell'olio ha olio insufficiente. Ispezione pompa olio
Perdita nel sistema. Controllare pompe, valvole, cilindri, ecc., uno per uno
Il regolatore di pressione è guasto. Valvola di servizio.
Pressione insufficiente. Regolare la pressione a 18MPa.
● Movimento di oltrecorsa del cilindro
Il viaggio non funziona correttamente. Blocco di ispezione e interruttore di marcia
● La temperatura dell'olio è troppo alta
La pompa dell'olio perde troppo. Riparare la pompa dell'olio.
La linea di ritorno della pompa è ostruita o non liscia. Riparare la linea di ritorno.
L'olio è sporco. Sostituire o migliorare la pulizia dell'olio.
● Taglio insufficiente
La pompa dell'olio non riesce a stabilire la pressione. Riparare la pompa dell'olio.
Perdita o malfunzionamento del sistema e della valvola. Revisionare le valvole e le perdite d'olio.
L'elettrovalvola YVI non può essere spenta. Controllare i segnali del circuito o se la bobina è bloccata.
● Il circuito dell'olio non riesce a stabilire la pressione e il portautensile superiore non si muove.
Contatto difettoso della spina elettrica dell'elettrovalvola. Controllare la spina.
La bobina dell'elettrovalvola è bloccata o tirata. Rimuovere la smerigliatura del nucleo della valvola.
Non sono presenti detriti nella guarnizione dell'otturatore della valvola. Pulizia.
Il foro dell'acceleratore nella valvola è bloccato. Smontare la pulizia.
● Il ritorno del portautensile è troppo lento
L'elettrovalvola non commuta. Riparare l'elettrovalvola.
L'accumulatore ha una pressione di azoto insufficiente. La pressione dell'azoto è 3~5MPa.
Il portautensile superiore ed il cilindro pressa non sono coordinati. Controllare se l'elettrovalvola del cilindro della pressa funziona correttamente.
● Il portautensile si abbassa lentamente durante il jogging
Cattiva tenuta del cono della valvola di inversione. Dopo aver rimosso la valvola di inversione, versare il cherosene da un lato per verificare eventuali perdite; se perde, sostituire o smerigliare la superficie di tenuta.
Le camere superiore e inferiore del cilindro sono oliate. Controllare che la tenuta dello stantuffo sia buona.
● I due cilindri non sono sincronizzati quando ritorna il portautensile superiore
La guarnizione interna del pistone del cilindro è scarsamente collegata ai lati superiore e inferiore dell'olio. Sostituire la guarnizione dello stantuffo.
● Idee per la manutenzione del sistema idraulico
Il guasto del sistema idraulico deve basarsi sul principio del controllo elettrico facile e difficile, primo e secondo, interno e interno dopo il controllo idraulico.
Rivedere lo schema idraulico e comprendere la relazione logica dell'azione. Non iniziare alla cieca.
La relazione tra pressione e flusso è la pressione generata dal flusso per analizzare la causa del guasto.
Chiedere all'operatore di conoscere lo stato di salute dell'apparecchiatura e le anomalie verificatesi al momento del verificarsi del guasto.

 Italiano
Italiano Pусский
Pусский























