numero Sfoglia:69 Autore:Editor del sito Pubblica Time: 2019-05-28 Origine:motorizzato
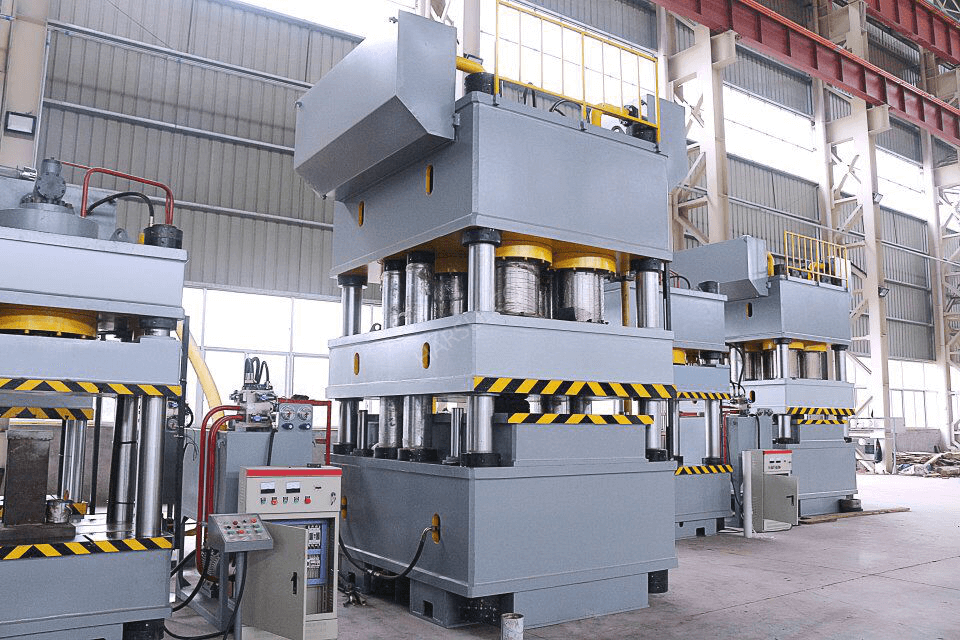
Questa specifica copre i requisiti generali di due numeri di 2000t Presse idrauliche che includono progettazione, produzione, fornitura, erezione, Messa in servizio e test delle macchine da stampa presso NFC. Le presse idrauliche 2000T sono necessarie per compattare la spugna di metallo di zirconio di varie dimensioni e forme (secondo le specifiche indicate di seguito).
L'ambito di approvvigionamento comprende progettazione, produzione, fornitura, erezione, Messa in servizio e test di due (2) numeri idraulici a calo Presse utilizzate per realizzare compatti di spugna di zirconio.Eventuali elementi aggiuntivi o secondi secondari che non sono menzionati in Specifiche ma richieste o identificate per la completezza e senza problemi Le prestazioni del sistema devono essere incluse nell'ambito senza un prezzo aggiuntivo e implicazioni temporali.
Le dimensioni di vari compatti di spugna di zirconio da produrre sono come seguente:
1. Compatto cilindrico di diametro di 180 mm e altezza di 135 mm.
2 .Cilindrici compatto di diametro di 150 mm e altezza di 140 mm.
3 .Cubical Compact of Dimension: 500 x 50 x 75 mm (L x W x H)
La spugna in metallo di zirconio e gli elementi legati devono essere riempiti nel dado e premendo la spugna metallica nel rispettivo stampo secondo il programma di produzione, devono essere ottenuti compatti. L'altezza del compatto dipende dall'olio Limite di pressione.
4.1 Sequenza operativa
I. Inizialmente muore poggia sul letto della stampa e punzona nella posizione più alta.
Ii. La spugna di zirconio e l'elemento legale vengono alimentati nel dado in tre parti del genere che gli elementi in lega presuppongono approssimativamente una posizione centrale nel Compact (manualmente per operatore./automaticamente mediante sistema di dosaggio automatico)
Iii. La RAM principale si sposta prima verso il basso ad alta velocità e poi lentamente a Premi la spugna riempita nel dado.
IV. La pressione dell'olio nel cilindro principale raggiunge la pressione impostata e quindi Tiene per circa 10 secondi.
V. Decompressione: la pressione dell'olio nel cilindro e nelle linee è ridotta a un livello accettabile.
Vi. La RAM principale ora si ritrae lentamente.
Vii. Il dado si solleva anche insieme a spugna compatta.
Viii. Slide e posizioni a blocchi non carichi sotto la cavità del dado.
Ix. Die poggia sul blocco non caricatore e poi la RAM inizia a scendere.
X. Il pugno si sposta verso il basso per espellere la spugna di zirconio pressata (compatta) dalla parte inferiore del dado nella cavità del blocco non caricatori.
Xi. Il pugno ora viene rapidamente ritratto nella posizione più alta.
XII. Il dado si solleva verso l'alto e il blocco non caricatori viene retratto insieme al
Espulso compatto e lo fa scorrere verso il vassoio impilante. La disposizione è adeguata in modo che Compact non venga danneggiato mentre scivola verso il basso per impilare il vassoio.
XIII. Il dado si trova di nuovo sul letto e la stampa è pronta per il prossimo ciclo.
5.1. Premere il telaio
I componenti principali del telaio della pressa come letto, testa superiore, scivolo, montanti devono essere fabbricati utilizzando piastre ISO 2062 di grado 2 e saldandole secondo le procedure di saldatura standard. Le piastre dovrebbero essere secondo le specifiche e il materiale della bis BIS Il certificato di prova (MTC) delle piastre emesse dall'impianto di acciaio deve essere sottoposto a funzionari di ispezione di NFC. Tutte le saldature critiche devono essere testate per difetti di saldatura. Deve essere il metodo di testare i difetti di saldatura e il metodo di alleviazione dello stress spiegato nell'offerta. La struttura fabbricata deve essere debitamente sollevata dallo stress. I record di sollecitazione dello stress dovrebbe essere fornito durante l'ispezione della macchina. I calcoli dettagliati di progettazione per l'idoneità delle sezioni critiche o dell'analisi FEM devono essere forniti dopo il posizionamento dell'ordine. Un diagramma schematico trasversale Per i principali assemblaggi devono essere forniti nell'offerta per indicare le caratteristiche costruttive. La diapositiva dovrebbe avere una guida a 8 punti con fodere in bronzo regolabili e sostituibili in situ per una lunga vita.
Nota: il frame della stampa deve avere aperture da tutti e quattro i lati del genere che l'area urgente sia accessibile da tutti e quattro i lati. Minimo 1000 x 1500 mm per l'apertura dei lati e 1500 x 1500 mm per fronte e retro Le aperture (W x H) i livelli di rumore non devono superare 85 dB, se misurati a una distanza di 1 metro dalla macchina in condizioni di campo libero.
5.2. RAM e cilindri principali
La RAM principale della stampa deve essere fatta di blocco forgiato. Il cilindro principale deve essere forgiato dal singolo blocco e quindi lavorato. I certificati relativi per RAM e cilindri devono essere forniti durante il PDI.
5.3. Muore e punzone
a) Il gruppo stampo con altezza della cavità di 430 mm deve essere fornito per compatti da 150 mm e 180 mm.
b) Per i compatti rettangolari, il pugno deve essere largo 50 mm e lungo 500 mm. La cavità deve essere profonda 400 mm (ca.)
c) Lo spazio tra il fondo del punzone e la superficie superiore del dado deve essere di 320 mm.
d) La RAM deve essere cromata e deve essere previsto il certificato di finitura superficiale. Lo spessore della placcatura del criminale deve essere chiaramente indicato nell'offerta.
e) Il letto in movimento della fodera interna della stampa e del dado ecc.
Nota: morire e pugno per tutti e tre i tipi di compatti è nell'ambito dell'offerente. La fodera deve essere affondata nell'alloggiamento del dado.
I dettagli del dado e del pugno devono essere discussi durante l'ingegneria dettagliata e i disegni approvati devono essere utilizzati per la produzione.
5.4. Sistema idraulico
Le pompe idrauliche di spostamento positive devono essere fornite per il sistema idraulico della stampa. Il flusso di olio deve essere privo di pulsazioni. Il circuito idraulico dettagliato deve essere fornito insieme all'offerta. Numero di pompe fornite, il loro tipo, creano, Modello numero. E la capacità deve essere chiaramente indicata nell'offerta.
Il serbatoio del sistema idraulico deve essere secondo l'ultimo standard applicabile. Deve essere fornito con un respiro / i aria / i, piastre di deflettore adatte, sfioramento di riempimento, indicatore dell'indicatore di temperatura, indicatore del livello dell'olio, copertura / i di ispezione, Disposizioni per l'aggiunta di linee in futuro, sovraccarichi di flusso e drenaggio.
La temperatura massima dell'olio idraulico non deve superare i 55 gradi.c durante il funzionamento.
L'alimentazione idraulica deve essere installata a terra
Il filtro della linea di ritorno deve avere un indicatore di intasamento. Digita, marke e modello n. di ciascun elemento di filtro deve essere indicato nell'offerta. Le provette in acciaio piegate, solide e senza soluzione di continuità dovrebbero confermare a DIN 2391/C, utilizzati nell'idraulico circuito. Il sistema idraulico deve essere fornito con porte per misurare la pressione durante la risoluzione dei problemi o la manutenzione. Devono essere forniti quattro set di giunti al minimo con manometri, che vengono utilizzati per misurare la pressione a Vari punti nel circuito idraulico.
Il sistema idraulico deve includere/incorporare un'unità di filtrazione dell'olio online montata sul carrello mobile. L'unità di filtrazione dovrebbe impiegare filtri gemelli con disposizioni per misurazione continua e visualizzazione del livello di pulizia dell'olio in NAS e Scala ISO e percentuale dell'acqua. Questa unità di filtrazione mobile deve prendere l'olio dal serbatoio dell'olio principale della stampa, filtrarlo e pomparlo al serbatoio dell'olio principale. L'unità di filtrazione deve avere una capacità adeguata per gestire il volume dell'olio nel serbatoio principale e deve essere adatto per un funzionamento continuo.
6.1 La macchina deve avere un sistema di controllo basato su PLC e HMI.
6.2 Specifiche del sistema PLC:
un. Pacchetto di programmazione: il pacchetto di programmazione per la modifica della logica di controllo deve essere in fase di approvvigionamento.
b. Controller: deve avere almeno due porte di comunicazione, una da utilizzare per la programmazione e un'altra per il networking.
c. Tutti i moduli di input e output utilizzati devono avere un isolamento ottico e avere una tensione di controllo solo di 24 V CC.
d. L'alimentazione a rack deve essere del tipo raccomandato dal produttore PLC.
e. Tutte le uscite devono guidare elementi di controllo finali come solenoidi, contattori ecc. Attraverso i moduli di relè di integrazione.
f. L'offerta di controllo agli elementi di controllo finali deve essere tramite connettori con fusibili e indicazioni soffiate da fusibili.
g. Il caricamento della CPU e della memoria non deve essere superiore al 50%.
h. L'offerta di CPU non deve essere utilizzata per la fornitura di interrogatori degli input, per i quali deve essere fornita una fornitura separata.
io. Almeno il 30% di input e il 30% di uscite di moduli I/O devono essere lasciati inutilizzati/di riserva.
j. Tutti i cavi richiesti per il funzionamento della stampa devono essere in fase di approvvigionamento del fornitore. I cavi per l'integrazione di tutti i sensori con PLC devono essere schermati.
K. Le carte I/O devono essere completamente cablate e portate ai terminali sia in caso di usati che inutilizzati.
l. Comunicazione: tutti i componenti del sistema di controllo, come il controller, HMI e le unità elettroniche (se presenti) devono essere in rete sulla comunicazione digitale
6.3 Specifiche del sistema di unità elettronica (se presente):
un. Tutte le unità devono essere dimensionate per avere una corrente nominale minima del 20% più alta rispetto a quella dei rispettivi motori.
b. Queste unità devono essere in rete con HMI e tutti i parametri critici come velocità, corrente ecc. Devono essere visualizzati su HMI.
c. Tutte le unità ovunque utilizzate devono avere strozzature di input sufficientemente classificate.
d. Le unità selezionate devono avere tutte le ultime modalità di controllo.
e. Il software di configurazione/messa in servizio per unità e relativi cavi/adattamenti di connessione specializzati per la connessione delle unità con il computer devono essere presenti alla fornitura.
f. Se viene utilizzata una scheda di controllo proprietarie, è necessario fornire manuali/circuiti diagnostici dettagliati con punti di prova necessari.
6.4 Funzioni:
io. Il sistema di controllo deve essere programmato per operazioni specifiche della stampa come modalità automatica, manuale e di manutenzione.
ii. Il sistema di controllo deve avere tutte le ricette richieste per il controllo automatico della pressione in base a diverse dimensioni compatte.
iii. Tutti i parametri di processo importanti come pressione, diametro della compattazione, temperatura dell'olio ecc. Devono essere registrati e visualizzati in forma di tendenza.
iv. Funzione di generazione di report di dati di processo registrati insieme all'operatore/spostamento in Devono essere disponibili i dettagli di addebito, i numeri del lotto, il numero di compattazioni ecc. Insieme al timestamp. Dovrebbe essere possibile stampare rapporti in una penna in formati PDF e CSV. Inoltre, le funzioni necessarie per il trasporto di dati registrati a Il computer centrale deve essere disponibile in HMI scelto come spiegato di seguito.
6.5 Sensori: i sensori elettronici devono essere utilizzati per la misurazione di parametri di processo come pressione, livello dell'olio e temperatura ecc. E integrati con il sistema PLC.
6.6 Disposizione per il networking: deve essere effettuata una porta di comunicazione nel sistema di controllo
Disponibile per integrare il sistema di controllo con computer centralizzato e raffigurare tutto lo stato di processo in questo.
6.7 Si propone di disporre di un sistema di aggiunta in lega separato con contenitori separati e
Sistema di monitoraggio del peso in modo che le leghe possano essere riempite nella cavità del dado in tempo e posizione adeguati. Analogamente per l'aggiunta di spugna in metallo, verrà previsto un sistema di sollevamento e alimentazione separato per alimentare la spugna metallica nel dado. Si può notare che questi sistemi non sono la parte della stampa idraulica.
Tuttavia, i venditori sono incoraggiati a dare un'offerta separatamente. I sistemi di controllo previsti per la stampa devono essere in grado di configurare e integrare questo sistema di aggiunta in lega e spugna.

 Italiano
Italiano Pусский
Pусский























